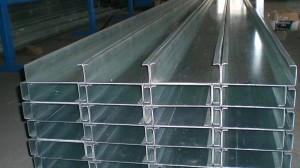
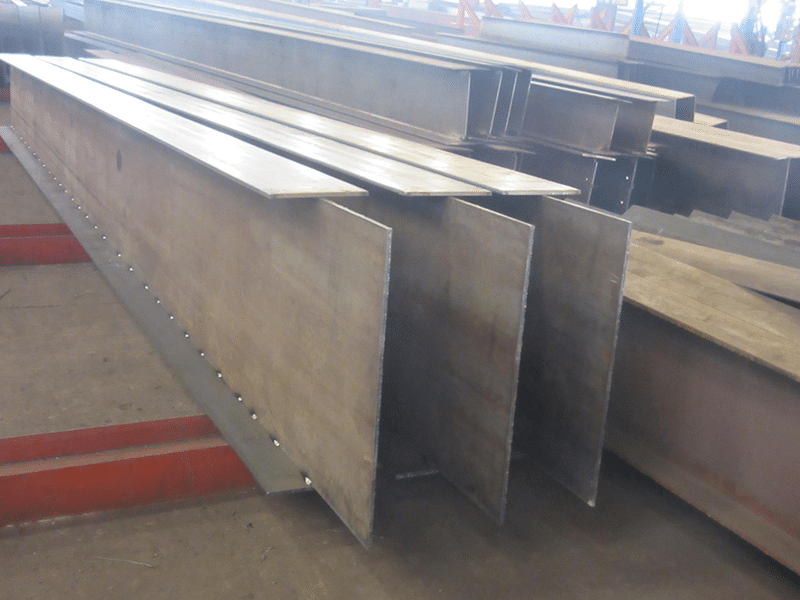
H-seksyon asye se yon kalite seksyon ekonomik ak segondè-efikasite seksyon ki gen plis optimize distribisyon zòn kwa-seksyonèl ak pi rezonab rapò fòs-a-pwa.Yo rele l paske seksyon li a se menm ak lèt angle "H".Depi plizyè pati nan asye a ki gen fòm H yo ranje nan ang dwat, asye a ki gen fòm H gen avantaj ki genyen nan fò rezistans koube, konstriksyon senp, ekonomize pri ak pwa estrikti limyè nan tout direksyon.
Se H asye pwensipalman itilize pou gwo bout bwa ak kolòn manm nan estrikti endistriyèl ak sivil, estrikti asye portant sipò pou estrikti endistriyèl pil asye ak estrikti sipò pou pwojè anba tè, konpozan gwo-span asye pon pou estrikti ekipman endistriyèl tankou pétrochimique ak pouvwa elektrik.Bato, estrikti machin fabrikasyon ankadreman, tren, otomobil, traktè, ak sipò traktè traktè, senti CONVEYOR pò, gwo vitès deflektè Bracket.
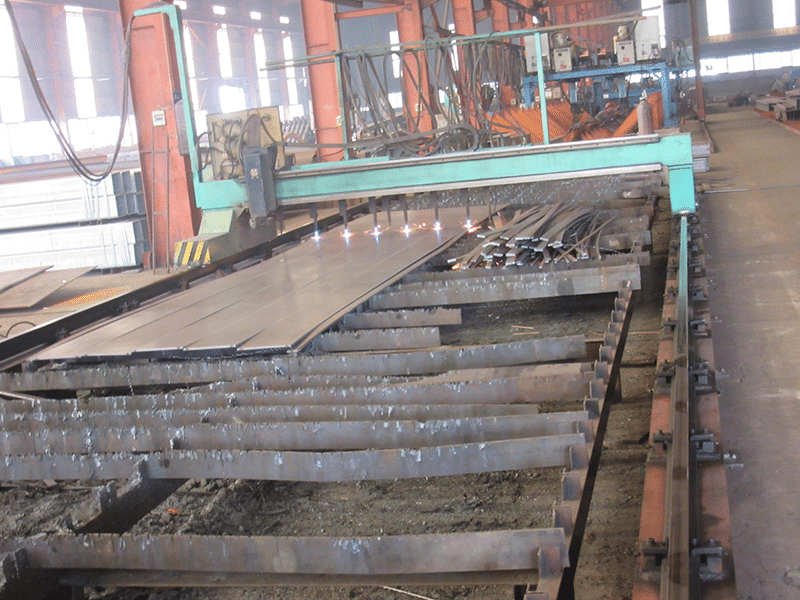
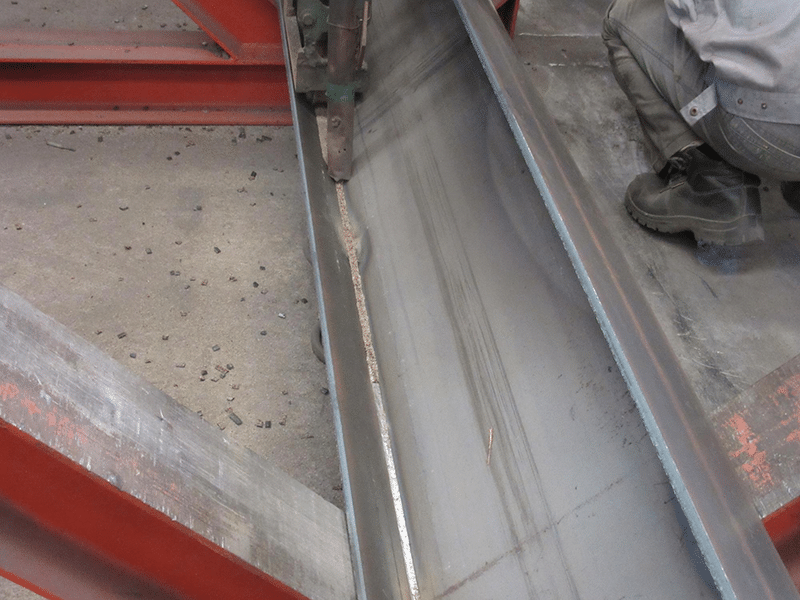
Etap 1 Blanking
Tcheke espesifikasyon, bon jan kalite ak aparans nan matyè premyè, Lè sa a, koupe plak asye nan gwosè ki egzije pa machin koupe kontwòl nimerik.

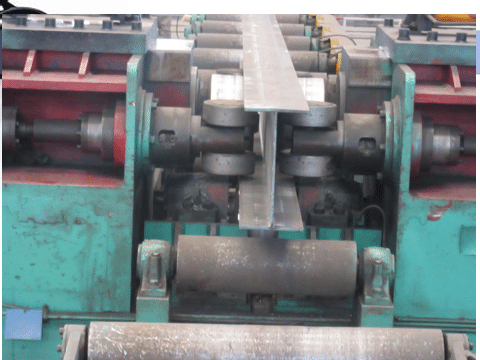
Etap 2 Fòmasyon
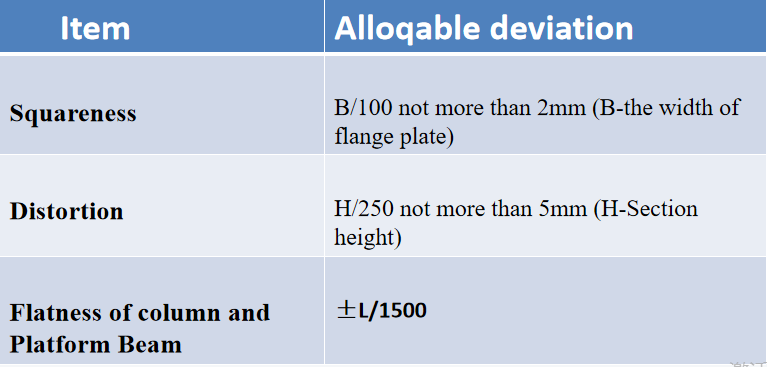
Fikse plak yo bride ak entènèt la. Diferans ki genyen ant plak la bride ak entènèt la pa dwe depase1.0mm.
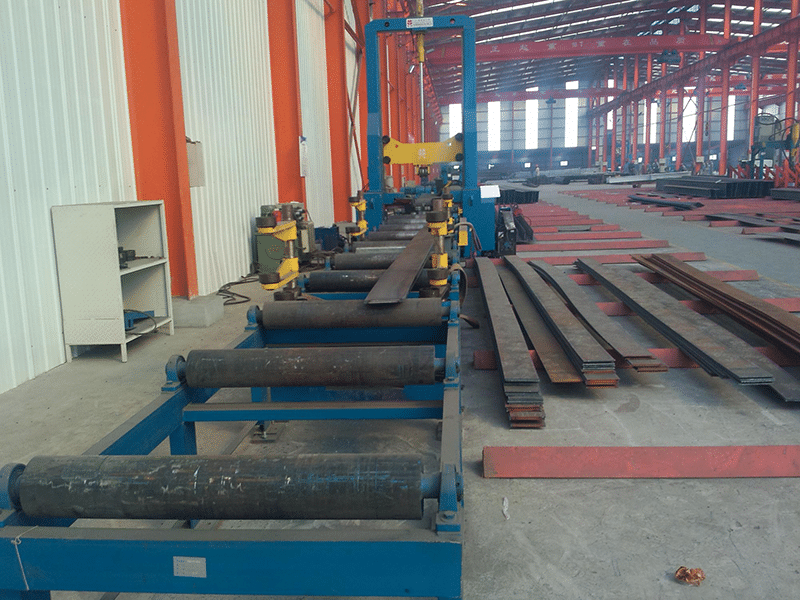
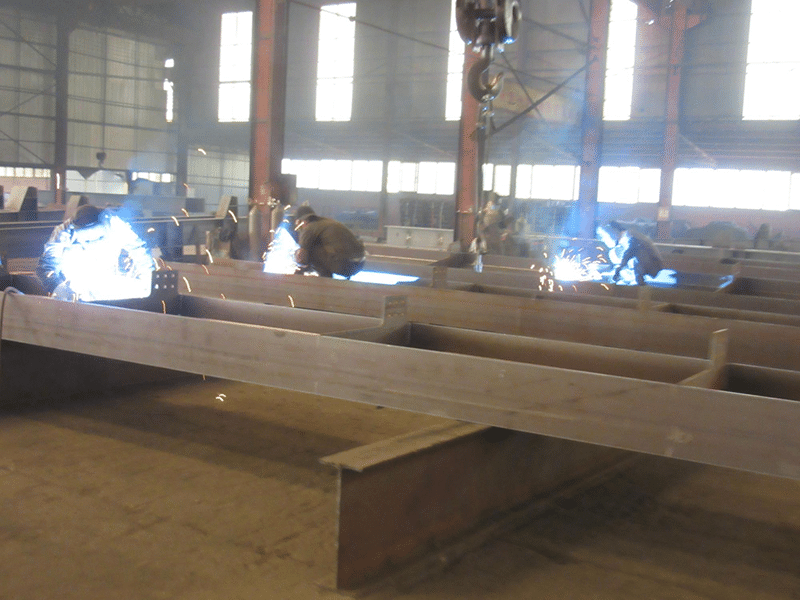
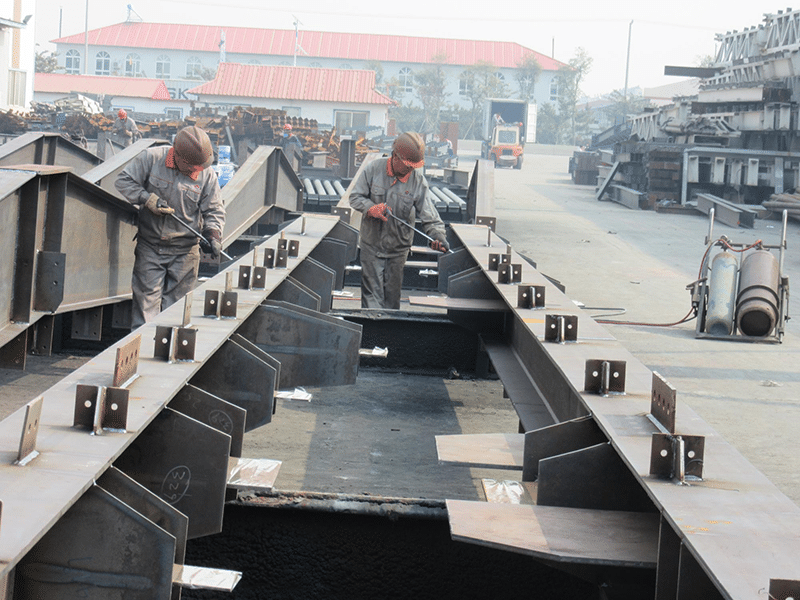
Etap 3 Sybmerged Arc Welding
Soude plak bride yo ak entènèt la.Sifas la kouti soude dwe lis san okenn twou ak salop.
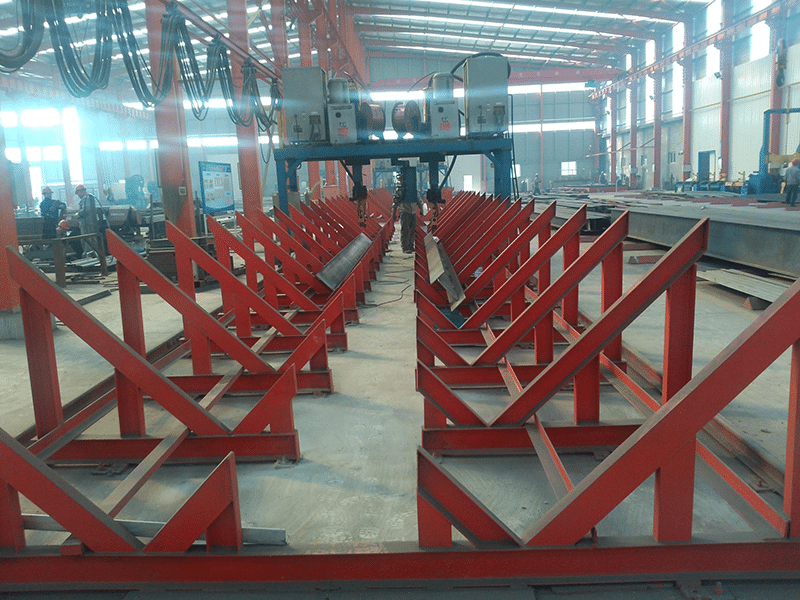
Etap 4 Korije
Pral gen pi gwo deformation soude apre soude plak yo bride ak entènèt ansanm, epi tou devyasyon nan squareness la.Se poutèt sa, li nesesè korije H-asye a soude pa straightener.
Etap 5 Perçage
Apre perçage, burrs yo dwe netwaye san yo pa domaje metal debaz la.Si devyasyon nan distans twou a pi lwen pase sijè ki abòde lan espesifye, bon jan kalite a nan elektwòd dwe menm jan ak metal debaz la.Fè egzèsis ankò apre polisaj lis.

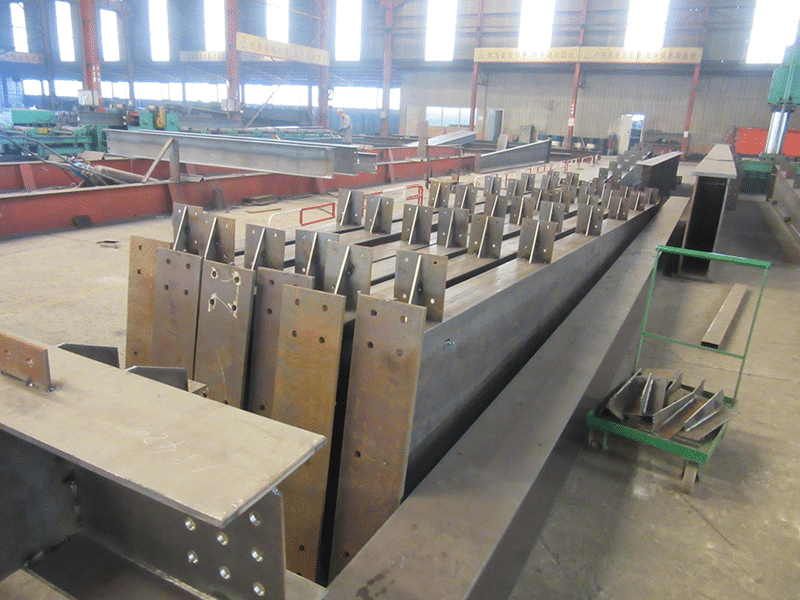
Etap 6 Asanble
Fè egzateman swiv desen an pou rasanble epi konsidere kontraksyon pre-soude selon karakteristik konpozan asye yo.Lè sa a, kontinye pwosesis apre konfime san okenn erè.
Etap 8 Piki eksplozif
Pa eksplozif piki, yo pral vin brutality sifas la, sa ki ka ogmante adezyon nan fim penti abazde ak amelyore kalite sifas la nan penti ak efè konsèvasyon.






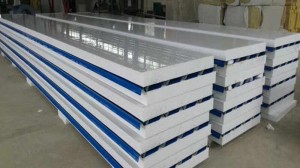
Detay anbalaj
Sifas chak panèl sandwich kouvri ak fim plastik.
Oswa jan sa nesesè
Nòmalman se 40 'HQ veso pou anbake.Si ou gen kondisyon espesifik, 40GP ak 20GP veso yo ok.
Port
Qingdao pò, Lachin.
Oswa lòt pò jan sa nesesè.
Tan livrezon
30-45 jou apre depo oswa L/C resevwa.Pls diskite avèk nou pou deside li.